ハイエンド金物放熱板技術の深さ解析:材料科学、精密製造と熱力学工学の融合革新
I.はじめに
チッププロセスが物理的な限界に近づき続けている今日、半導体デバイスの単位面積あたりの熱流束密度の増加速度は伝統的な放熱アーキテクチャの負荷能力を超えている。トランジスタ密度がムーアの法則の速度で上昇すると、熱管理技術は全く異なるリズムでゆっくりと進化しているようだ。このアンバランスは、「放熱」を工事レベルの補助問題から、電子産業全体の発展を制約する戦略的ボトルネックに昇格している。
金物放熱板――この平凡に見える、「伝統的な製造」ラベルが貼られた金属製品は、この熱管理革命の中心にある。消費電子側のスマートフォンSoCから、工業分野のインバータパワーモジュールまで、AIデータセンターで消費電力が百キロワットを超えるキャビネットレベルの熱管理まで、放熱板の材料選択、構造設計と製造技術は、熱管理産業チェーン全体の基礎論理を深く再構築している。本文は材料科学、製造技術、熱力学設計、熱シミュレーション技術、応用シーンと市場トレンドの6つの次元から、ハイエンド金物放熱板技術体系を体系的に深く解析する。
二、材料体系:単一金属から多材料まで協力する
2.1熱伝導金属材料の性能スペクトル
ハードウェアヒートシンクの性能は、熱伝導材料の選択に基づいています。電磁波伝搬の黄金律に加えて、放熱エンジニアは、フーリエ熱伝導の法則という別の単純で残酷な物理法則に従います。この法則によると、材料の熱伝導率(λ、単位W/(m・K))は、単位時間あたりに熱を伝達する能力を直接決定します。
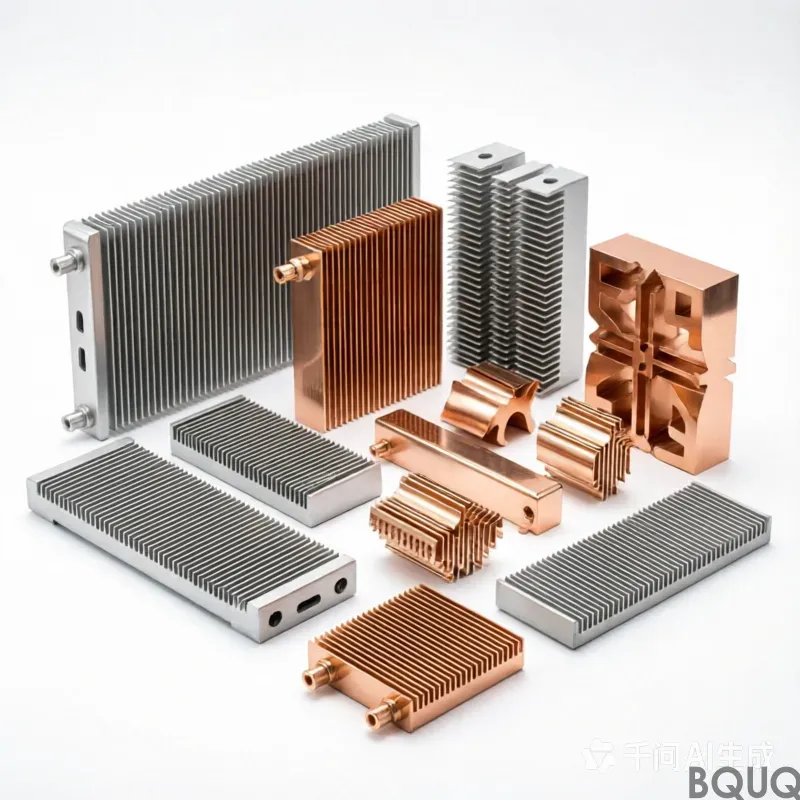
銅とアルミニウムは金物放熱板材料の「双子星」を構成している。高純度銅(工業純銅)の熱伝導率は約400 W/(m・K)で、銀に次ぐ、熱伝導性能が最も突出した工事金属の一つである。銅の優位性は熱伝導率だけでなく、優れた延性と溶接性にある。これにより、ヒートパイプ、均熱板などの二相伝熱装置は銅管を空洞として効率的な相変化伝熱サイクルを実現できる。しかし、銅の密度はアルミニウムの3倍以上の約8.9 g/cm³であり、価格は大幅に高く、さらに重要なことに、大気環境では銅の表面が酸化しやすく、酸化銅/酸化銅層を形成します。酸化層は外観が暗くなるだけでなく、さらに重要なことに、その熱伝導率は純銅よりも1桁以上急激に低下し、界面の熱伝達効率を大幅に低下させます。
対照的に、アルミニウム合金は、その包括的なコストパフォーマンスで市場支配を勝ち取りました。6063-T 5アルミニウム合金は、押出成形性と機械的強度の両方を考慮しながら、熱伝導率を約200237 W/(m・K)のオーダーに維持します。アルミニウムの密度はわずか2.7 g/cm³で、銅の約3分の1です。この特性により、アルミニウム合金は、モバイルデバイス、アビオニクス、新エネルギー車などの重量に非常に敏感な分野でかけがえのない利点を示しています。表面陽極酸化処理により、生成されたアルミナ膜は緻密で耐食性があるだけでなく、特定の黒色酸化プロセスにより表面熱放射率を0.10.2レベルから0.85以上に向上させ、放射放熱効率を向上させることができます。
ただし、アルミニウム押出成形の制限も同様に重要です。押出プロセス中のアルミニウムの流動性の制限により、フィンの厚さと高さの比率(つまり、細長比)には約1: 18〜1:20の上限があります。最先端の押出金型を使用しても、限られた高さで無限に密なフィン配置を実現することはできません。
2.2先端材料:グラフェン、炭素系材料と複合構造
伝統的な金属材料の熱伝導能力は物理的限界に近づいている。この背景の下で、先進的な炭素系材料が際立っている。グラフェンの理論面内熱伝導率は5300 W/(m・K)と高く、この数値は銅の約13倍、アルミニウムの20倍以上である。しかし、工事の実際に単層グラフェンの大規模な製造コストと信頼性の挑戦は、現在主にハイエンドフラッグシップ携帯電話と実験室プロトタイプレベルにとどまっている。より実用的な産業化経路で、グラフェンは「複合材料」の形態で確実な価値を示している。アルミニウム合金ラジエーターにグラフェンで形成された複合材料を一定の割合で混合すると、実験データは、同じ条件下で純粋なアルミニウム合金よりも3〜5℃多く冷却できることを示しており、定量化された製造コストは従来のアルミニウム合金製品よりもさらに低くなる可能性があります。
人工黒鉛フィルムの工業化はより成熟しています。ポリイミド(PI)フィルムの高温黒鉛化によって調製された黒鉛熱放散フィルムは、表面の熱伝導率が1500 W/(m・K)以上に達し、厚さが0.01 mmまで薄くなる可能性があります。スマートフォンやタブレットの内部で広く使用されており、2次元平面の高速熱拡散を実現しています。
実際の製品設計では、単一の材料が「高熱伝導、低界面熱抵抗、軽量化、低コスト」の四つの要求を同時に満たすことが困難であることが多いため、多材料複合案が主流の方向になっている。銅アルミニウム複合放熱板――アルミニウム押出形材のベースに銅ブロックや銅底板を埋め込む銅埋め込み技術によって、銅の高い熱伝導率を利用してチップスパイク熱を局所的にベース全体に拡散する一方、アルミニウムの軽量性と成形柔軟性を利用して大面積放熱フィンの構築を完成し、コスト、重量と性能の間で黄金バランスを達成する。
三、精密製造技術:「押出」から「切削」への技術遷移
ヒートシンクの設計価値は、本質的にその材料の機械的分配経路に反映されている。同じ材料と設計図面は、異なる製造プロセスの変換を経て、最終的な放熱性能が30%以上異なる可能性がある。以下は重要なプロセス経路から一つ一つ整理する。
アルミニウム押出:これは、ヒートシンクを大量生産するための最も低コストで最も広く使用されている方法です。アルミニウム合金インゴットを520〜540°Cに加熱し、高圧下で金型鋼で作られた押出金型に流し、出口型穴を通って急速に冷却して固化させ、連続した平行フィン構造のヒートシンクの初期胚を形成します。利点は、金型のコストが制御可能であり、単一の完成品のコストが低く、大量生産に適していることです。ただし、前述のように細長い比率が限られているため、高出力密度の場合に十分な放熱面積を得ることが困難であり、高TDPチップに対処することができません。
シャベル歯切削(精密切削や削りとも呼ばれる):これは技術レベルでアルミニウム押出の「上限」を迫る技術経路である。シャベル歯プロセスは高精度削り機械を採用して金属基材全体を切削し、歯の間隔が0.5 mm、歯の厚さが0.3 mmの極薄フィンを形成する。放熱フィンは基板と一体に形成されているため、ろう付けや嵌合界面が存在しないため、シャベル歯放熱器は接触熱抵抗を完全に解消した。測定データによると、同じ体積でシャベル歯放熱器の熱抵抗は挿入歯放熱器より15%から20%低下し、放熱面積は従来の型材放熱器より3~5倍向上した。現在、この技術は5 G基地局AAU、新エネルギー自動車電子制御モジュール、高出力工業照明などの分野で大量に応用されている。
ダイカスト製造:ダイカストプロセスは、アルミニウム合金の元のインゴットを液体に溶解した後、高電圧および高速で精密金型に充填し、ダイカストマシンを使用して一度にダイカスト成形します。ダイカストプロセスは、従来の押出プロセスでは処理が困難な複雑な3次元形状(特殊形状のシェル、取り付け穴と位置決めボスを備えた統合放熱構造など)を作成でき、大量生産性が高く、単品コストが制御可能です。しかし、その初期の金型開発コストは高く、数十万から数百万元になることが多く、開発サイクルも長く、溶融体は充填過程で気孔、冷間隔壁などの鋳造欠陥を発生する可能性があり、機械的強度と局部熱伝導均一性に影響する。
鍛造技術:アルミニウム含有量の高い合金材料を、非常に高い圧力(熱間鍛造または冷間鍛造)によって金型内でプレスおよび成形します。鍛造プロセスにより、ヒートシンク材料の内部結晶粒構造を圧縮および方向付けて配置することができ、より高い引張強度、より小さな表面粗さ、および材料の均一性という利点が得られます。製品は、より高いアスペクト比のフィン構造を備えています。ただし、金型の損失は深刻であり、単価は押出プロセスよりもはるかに高く、現在、主に機械的特性と熱伝導特性が非常に高い特定のシナリオに適しています。
CNC精密加工:仕上げの段階で、CNC 5軸マシニングセンターは、ヒートシンクの底面の研磨と研磨、ねじ穴の取り付けのドリルタッピング、および複雑なプロセス特性の彫刻を完了する責任があります。その精度はミクロンレベルに達することができ、平面度は0.1 mm以内に制御でき、歯の間隔の公差は±0.05 mmに達することができます。ただし、単位時間あたりの材料除去率は低く、加工コストは大幅に高く、通常は航空宇宙、精密機器などの小ロットで要求の高いカスタマイズタスクにのみ使用されます。
生産能力とコストの観点からマクロビューは、大まかな階層化を得ることができます:アルミニウム押出、ダイカスト、インサートリベットソリューションは、低から中程度の電力密度の主流市場を占めています。
第四に、熱力学的設計:フィン、熱抵抗、エアダクトおよびCFDシミュレーション
4.1ヒートシンクの熱力学的重要なパラメータ
ヒートシンクの設計は、本質的に、相互に結合された3つの熱伝達微分方程式を解くことです。熱伝導(金属エンティティを介して)、対流熱伝達(流体媒体を介してフィンの表面から熱を奪う)、および放射熱伝達(通常、約10%〜20%)。この物理アーキテクチャでは、パフォーマンスを決定するいくつかのコアエンジニアリングパラメータがあります。
熱抵抗(Rθ、単位℃/W)――これは電子熱技術者が放熱板を選別し、設計する「第一性指標」である。チップの接合温度から周囲温度までの熱経路は、直列並列熱抵抗ネットワークでモデル化できる。良質な放熱板は自分の対流熱抵抗をできるだけ低くしなければならない。自然冷却条件下で、熱抵抗は3℃/W以下に制御できる強制空冷(ファン)と協力すれば、業界の先進レベルの熱抵抗は0.5℃/W以内に達する。
フィンの形状パラメータ-高さ、厚さ、間隔、断面形状。間隔が密すぎると、境界積層は空気の流れの貫通深さを抑制し、「死気区」を生成して対流熱伝達係数を低下させる間隔が疎すぎると、総放熱面積が不足する。最適隙間の解決は気流速度、空気物性とフィンの長さに大きく依存する。
4.2 CFD熱シミュレーション:経験的設計から正確な予測まで
過去長い間、放熱エンジニアは経験式と倉庫での試行錯誤の検証に依存してきました。ただし、AIチップと5 G基地局のTDPが飛躍的に増加するにつれて、単一ICの消費電力は従来の空冷方式の1次元チャネルを突破し、複雑な3次元流れ場と温度場の結合問題は計算流体力学(CFD)によって解決する必要があります。
現在、業界で最も広く使用されている熱シミュレーションソフトウェアは次のとおりです。
Ansys Icepak—Fluentベースの計算流体力学カーネルで、電子熱管理用に設計されています。その主な利点は、複雑な流れ場と曲面ジオメトリの正確なモデリング機能と、ANSYS Workbenchプラットフォームに統合され、Mechanical構造解析モジュールとMax well電磁解析モジュールとの電気-熱-構造の3フィールド多物理場結合シミュレーションを実現できることです。Icepakの曲面メッシュ適応能力は、自動車の電子曲面コントローラや不規則な航空電子部品の放熱解析シーンで、構造化メッシュソフトウェアよりも精度の優位性があります。
Simcenter FloTHERM-世界初の電子熱シミュレーションソフトウェアとして、これまでに約70%の市場シェアを誇っています。FloTHERMは、電子熱管理の深さに最適化されたCFDソリューションアルゴリズムを採用し、チップパッケージモデル、ヒートシンクモデル、PCBボードモデルなどの電子部品モデルの膨大なライブラリを内蔵しています。
雲道知能伏図――純国産熱シミュレーションソフトとして近年急速に発展し、国際主流ツールのシミュレーション精度と使いやすさに追いつくことを加速している。
実際のエンジニアリングプロセスの観点から、典型的な設計サイクルは次のとおりです。3 D CAD機械モデルのインポート境界条件設定(周囲温度、チップの熱消費量、空気量、風圧曲線)メッシュ分割とソリューション後処理温度クラウドマップとフローライン分析シミュレーション結果によると、寸法パラメータの反復により、最終的に最適なフィン形状と間隔構成が得られます。
五、新興応用シーンと市場ブルーオーシャン
5.1 AIデータセンター:液冷と高密度金属ヒートシンクの融合
AIサーバーのキャビネットレベルの消費電力は指数関数的に増加しています。NVIDIA GB 200/GB 300 NVL 72システムを例にとると、単一のキャビネットの熱設計消費電力は130 kW〜140 kWと高く、従来の空冷冷却システムの物理的耐荷重限界をはるかに超えています。この傾向に対応して、液冷冷却技術は大規模な展開軌道に乗り始めています。TrendForceのデータによると、AIデータセンターでの液冷技術の普及率は、2024年の14%から2025年には33%に大幅に上昇します。
しかし、「液冷はすべてに取って代わる」という予測はあまりにも一方的である。冷板式液冷回路では、冷水板(Cold Plate)は依然として銅基またはアルミニウム基の金物放熱板実体である。それはCPU/GPUチップとの間に熱伝導界面材料(TIM)を介して接触し、冷水板内部は一連のマイクロチャネル流路を加工し、冷却液はこれらの流路を流れて熱を奪う。さらにマイクロチャネル冷板、二相冷板方案は放熱板製造技術の限界挑戦である(ミクロンレベルの溝加工、熱界面接着品質保障など)。液冷の「舞台」はかえって金物放熱板の技術しきい値を高めた。
5.25 G基地局と新エネルギー車
5 G基地局のシングルステーション消費電力は4 G基地局の約3〜4倍ですが、5 G基地局の屋外環境、AAU自然冷却、ファンレスパッシブ冷却の要件により、大容量のアルミニウムプロファイルラジエーターとシャベルラジエーターの需要が急増しています。2025年6月末現在、国内の5 G基地局の総数は455万に達し、5 G冷却の需要は増え続けています。同時に、新エネルギー車の分野では、インバーターのIGBTパワーモジュール、車載OBC、およびモーターコントローラーはすべて、高速熱除去を提供し、限られたギャップを埋めるために超薄型の熱界面材料を使用する高歯密度アルミニウムプロファイルラジエーターを必要としています。
5.3消費電子:受動放熱方案の技術アップグレード
高性能スマートフォンの分野では、パッシブ放熱方式が継続的に反復されている。「VC均熱板+黒鉛放熱膜+熱界面材料(TIM)」の組み合わせ案はフラッグシップ携帯電話の標準装備となっている。2025年に発売されたiPhone 17 Proは初めて均熱板VCを使用し、業界は2031年までに世界の携帯電話VCの売上高が27億7600万ドルに達すると予測している。VCと黒鉛膜の案が限界に直面したとき、マイクロポンプ液冷や熱電冷凍(TEC)などのマイクロアクティブ放熱案は積極的に薄型設備に浸透している。
六、信頼性工学:故障解析と熱界面材料(TIM)
信頼性は、冷却システムの設計において最も過小評価されがちですが、最も致命的な側面です。FAE(フィールドアプリケーションエンジニア)の多数のケーススタディによると、ヒートシンクの接触不良や熱伝導界面材料の老化は、MOSFETパワーチューブの温度上昇が高すぎて早期に故障する「隠れた暗殺者」です。
熱界面材料(TIM)は、発熱デバイスと放熱金属ベースの間の充填ギャップに配置され、空気を除去します(空気熱伝導率はわずか約0.026 W/(m・K))。これにより、接触熱抵抗が大幅に減少します。
実際のプロジェクトでは、TIMは2つの主要な老化故障メカニズムに直面しています。熱サイクルの老化により、材料が硬化し、弾性が失われます。TIMの性能が低下すると、チップの接合部温度が上昇し、オン抵抗(Rdson)が増加し、発熱が増加します。
より最先端のソリューションには、炭素ベースの高熱伝導率TIMの開発、および復旦大学などの学術機関によって研究された加速寿命試験および寿命予測モデル手法が含まれます。国際的な研究はまた、TIMの材料熱サイクルポンプ効果が長期的な信頼性の低下につながる主要なボトルネックであることを示しています。工業用および自動車用の製品の場合、熱サイクルの信頼性を設計段階で検証する必要があります。
7.市場の見通しと結論
世界の熱ソリューション市場の規模は急速に拡大しています。専門機関の予測によると、市場は2025年の157.6億ドルから2026年には170.6億ドルに成長し、年平均成長率(CAGR)は8.2%に達すると予測されています。2030年までに、市場全体は236億ドルに達し、CAGRはさらに8.5%に拡大すると予想されています。この成長を推進する主な推進力には、チップの電力密度と小型化による高度な放熱需要の急増、AIクラウドコンピューティングと高性能コンピューティング分野での液冷ソリューションの広範な受け入れ、グラフェンや相変化材料などの新しい材料システムの大規模な応用、予測的な熱管理とインテリジェント放熱システムの統合傾向が含まれます。
金属放熱板―この一見普通の金属部品は、「脇役」から「メインエンジン」への質的変化を経験している。銅アルミ複合材料の微細構造設計革新から、シャベル切削技術が材料の形態限界を突破し、多物理場シミュレーションが正確な熱設計を可能にし、AIサーバ液冷、5 G基地局の限界環境で粘り強く「最初の扉を守る」―金属放熱板技術の未来は、もはや伝統的な製造業の在庫維持ゲームではなく、材料科学と精密製造工学が学科の境界を越えた新しい最前線である。次世代の電子機器で熱管理の高地に立脚することを決意しているすべてのエンジニアリングチームにとって、ハードウェア放熱フィン技術体系を真に理解し、体系的に最適化することは、熱流が安全に「出て行く」ことができるかどうかを決定する戦略の第一歩かもしれない。
BQUQはプロの金属ヒートシンクメーカーです、私たちに図面を送ってください、私たちは12時間以内にあなたの見積もりを持っています