ヒートシンクの精密製造プロセスの対決:押出、シャベル、ダイカスト、鍛造、CNCのコストパフォーマンスマップ
一、プロセス選択は熱性能の上限を決定する
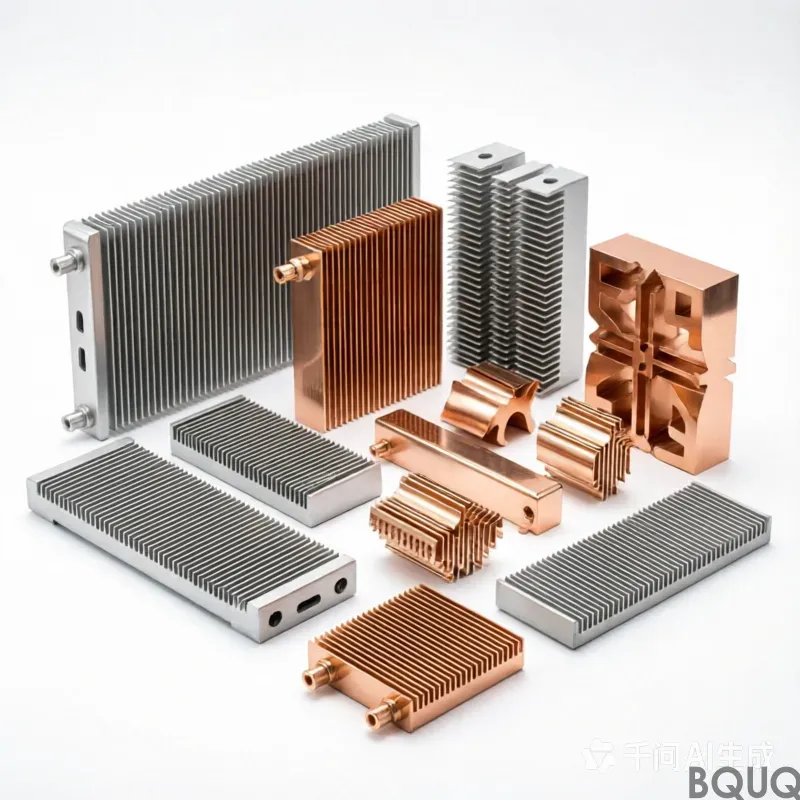
ヒートシンクの最終的な熱抵抗は、材料の熱伝導率(材料によって決定)、対流熱伝達面積(幾何学的に決定)、および界面熱抵抗(製造精度によって決定)の組み合わせによって形成されます。製造プロセスによって、達成可能な幾何学的自由度、寸法精度、および内部欠陥レベルが決定されるため、パフォーマンスに最大30%の差別化がもたらされます。
第二に、アルミニウム押出プロセス:効率の王様ですが、細長い比率の対象となります
アルミニウム押出は、ヒートシンクを製造するための最も古く、最も低コストの技術です。アルミニウム棒を450〜500°Cに加熱した後、押出機(通常は500〜5000トンの押出圧力)を使用して金属を型に押し込み、細長いプロファイルを形成し、必要な長さに切断します。押出プロセスの利点は、金型のコストが比較的低く(約2000〜8000ドル)、金型設計によって複雑な非対称形状(非対称フィン、ベースプレートの溝など)を実現でき、材料の利用率が95%を超えることです。
ただし、押出プロセスには、フィンの性能に2つの基本的な制限があります。スリム比の限界と最小歯の厚さです。スリム比(フィンの高さと根の厚さの比率)は通常20: 1を超えません。これを超えると、金型の出口での不均一な冷却のためにアルミニウムが曲がり、引き裂かれます。これは、フィンの高さが60 mmで、厚さが3 mm未満ではないことを意味します。これにより、単位体積あたりの熱放散面積が大幅に制限されます。一方、最小歯の厚さは0.8-1.0 mm(合金と押出機の容量によって異なります)に制限されており、シャベル歯プロセスの0.3 mmの薄い歯のレベルには達しません。したがって、押出フィンは中低電力
三、シャベルの切削技術:細長比を突破する空気力学
シャベルの歯は、削り、精密切削とも呼ばれ、金属(アルミニウムまたは銅)基板全体からNC工具でフィンを「シャベル」します。加工過程:特殊なシャベルを使って一定の角度でワークに切り込み、一定の距離を前方に押して持ち上げ、直立したフィンを形成する次に、ワークは歯の間隔に入って、上記の動作を繰り返す。フィンの厚さ、高さ、間隔は工具の幾何学とステップ量によって独立して制御され、材料の流動性に制限されない。
シャベルの歯のプロセスは、歯の厚さ0.2-0.5 mm、歯の間隔0.5-1.5 mm、歯の高さが100 mmを超える極端な形状を実現でき、フィンとベースプレートは同じ材料であり、溶接または嵌合インターフェイスがないため、ゼロ接触熱抵抗。この特性は、100 Wを超えるLED、IGBTモジュール、5 G基地局AAUなどの高電力密度シナリオで重要です。実験データは、同じ体積と空気量の下で、シャベルの歯のラジエーターの熱抵抗がアルミニウム押出ラジエーターよりも15〜25%低く、インサートラジエーター(後述)よりも10〜15%低いことを示しています。
シャベルのコストの欠点は、材料の浪費が深刻で(金属の約40%が破片に切断されている)、処理時間が長く(1ピースあたり数分から数十分)、工具の摩耗が非常に速いことです(月に数回交換する必要があります)。さらに、シャベルプロセスは、一般的に頑丈なガントリーフライス盤または特殊なシャベルで実行する必要がある工作機械の剛性に高い要件を課します。全体として、シャベルの単品コストは押し出しの5〜10倍であり、バッチが小さく、パフォーマンスが優先されるシナリオに適しています。
四、インサート/リベット技術:低コストで高いフィン密度を得る
差し込み歯は、事前に押し出されたまたは圧延された細長いフィンを、機械的(押し込み、リベット、接着)によって底板の溝に埋め込むことです。この「スプリット」構造により、フィンと底板は異なる材料(銅ベースプレート+アルミニウムフィンなど)で使用でき、フィンの厚さは0.3 mmまで薄く、間隔は1.0 mmまで小さくすることができます。差し込み歯プロセスの材料利用率は高く(フィンは単独で押し出され、損失は少ない)、高価な大型シャベルマシンは必要ありません。
しかし、インサートのアキレス腱は接触熱抵抗です。フィッティングの密度がどれほど高くても、フィンの根元とベースプレートの間には常に微小な隙間があり、これらの隙間の空気層の熱抵抗は金属の数百倍にもなります。熱伝導性接着剤で充填した場合でも、同等の熱抵抗は統合構造よりも桁違いに高くなります。熱流束密度が高い場合、インサートに局所的なホットスポットが発生し、フィンの根元の温度がベースプレートの平均温度よりもはるかに高くなり、熱伝達効率が低下します。インサートラジエーターの熱抵抗は通常、シャベルの歯よりも20〜30%高いため、コストに敏感で中程度の熱放散要件(50〜150 W)を必要とする
五、ダイカスト技術:複雑な三次元幾何学の唯一の案
圧力鋳造は、ADC 12などの溶融アルミニウム合金を精密金型に高速で注入し、急速に冷却して成形します。ダイカストは、複雑な内部流路、特殊形状のマウント、さらには部分的なインサートを備えた放熱ハウジングを製造できます。たとえば、新エネルギー車のモーターコントローラーハウジングは、通常、外部に放熱フィンを統合し、内部に水冷チャネルを統合したダイカスト一体成形を採用しています。ダイカストのもう1つの利点は、表面仕上げが良好であり、その後の処理なしで使用できることです。
ただし、ダイカストヒートシンクには3つの固有の問題があります。気孔率(通常は0.5-3%、有効熱伝導率の低下)、最小歯厚制限(金属フローフロントの凝固により、歯厚>1.2 mm)、および熱処理強化には適していません(気孔は高温で膨張します)。したがって、ダイカストヒートシンクの熱伝導率は一般的に低くなります(ADC 12はわずか96 W/(m・K)であり、6063の200よりもはるかに低くなります)。熱伝導率を向上させるには、DX 17(熱伝導率約180 W/(m・K))などの高熱伝導性ダイカスト合金を選択できますが、その価格は大幅に上昇します。ダイカスト金型のコストは非常に高く($200,000〜$100,000)、開発サイクルは長く(2〜4か月)、大量生産
六、鍛造技術:力学的性能は最適だが、幾何学的に制限されている
アルミニウムまたは銅棒材料は、巨大な圧力(数百から数千トン)で閉じた金型内で塑性流動成形されます。鍛造は鋳造欠陥を排除し、結晶粒を微細化し、部品の幾何学的輪郭に沿って金属流線を分布させるため、強度と熱伝導率は鋳造よりも優れており、押し出しの細長比制限を回避します。熱間鍛造(材料の加熱と再鍛造)は複雑な形状を形成でき、冷間鍛造(室温鍛造)はより高い精度を持っています。ヒートシンクの場合、鍛造は、高度な機械的要件を備えたヒートシンクまたは小型フィンアレイ(ラップトップCPUヒートシンクなど)の製造によく使用され
鍛造の制限は次のとおりです。高くて密度の高いフィンを鍛造することは困難です(材料が狭くて深いキャビティを完全に埋めることができないため)。通常、フィンの高さが30 mm未満で、厚さが1.5 mmを超える場合にのみ適しています。金型の寿命が短く(特に冷間鍛造金型は割れやすい)、単品コストはCNC精密加工に次ぐものです。
七、CNC精密加工:精度の限界が、コストは量産に適していない
5軸CNCマシニングセンターは、金属全体から任意の複雑な形状のヒートシンクをフライス加工できます。公差は±0.02 mmに制御でき、表面粗さはRa 0.8に達する可能性があります。しかし、その材料除去率は非常に低く、金属の80%が破片になり、単一の加工時間は数時間にも及び、コストは航空宇宙、精密測定器などのコストのかからない分野にしか適用できない。近年、高速フライス加工と動的フライス加工戦略の最適化に伴い、一部の小ロット高密度ヒートシンクはCNC加工を採用し始めたが、シャベル歯の大規模で効率的な生産地位に取って代わることはできない。
八、プロセス選択決定マトリックス
プロセスフィン最小厚さ最大細長比接触熱抵抗バッチ経済熱伝導率損失(基板に対する)
スクイーズ0.8 mm 20: 1ゼロ(オールインワン)極上0%
シャベル歯0.2 mm 80: 1ゼロ(一体)中0%
差し込み歯0.3 mmは高さに制限はありませんが、インターフェースが追加されています。
ダイカスト1.2 mm 15: 1ゼロ(一体型)良好30〜40%(気孔)
鍛造1.5 mm 10: 1ゼロ(一体)差0%
CNC無制限ゼロ(一体)極差0%
IX.要約と展望
将来的には、単一の製造プロセスですべてのニーズを満たすことは困難です。新しいトレンドはハイブリッドプロセスです。たとえば、押出基板+シャベルフィン(溶接または摩擦攪拌溶接で接続)、または放熱構造としての金属メッシュの3 Dプリント(アディティブ製造)などです。しかし、3 Dプリントは現在高コストであり、印刷されたアルミニウムの熱伝導率は細孔と粗い結晶によって大幅に低下します(約120 W/(m・K))。真のエンジニアリングの知恵は、特定の「ユニバーサルプロセス」を迷信するのではなく、アプリケーションの特定の熱消費量、体積制約、コスト、および容量目標に基づいてプロセスの適切な組み合わせを選択することです。
BQUQはプロの金属ヒートシンクメーカーです、私たちに図面を送ってください、私たちは12時間以内にあなたの見積もりを持っています